In diesem Beitrag werden verschiedene Typen von thermoplastischen Kunststoffen und verschiedene Laserschweissverfahren untersucht. Damit soll das Potenzial dieser Schweissprozesse für die Kunststoffindustrie exemplarisch aufgezeigt werden.
Seit Januar 2020 steht dem Bereich Verbindungstechnik des IWK eine neue Laserschweissanlage für Kunststoffe zur Verfügung. Die hier vorgestellten Projekte basieren auf internen Projekten sowie auf Arbeiten von Studierenden, in deren Rahmen verschiedene Produkte hergestellt wurden.
Stephan Deola, Jennifer Schmid,
Stefan Popovic, Stefan Rutzer,
Prof. Dr. Pierre Jousset¹
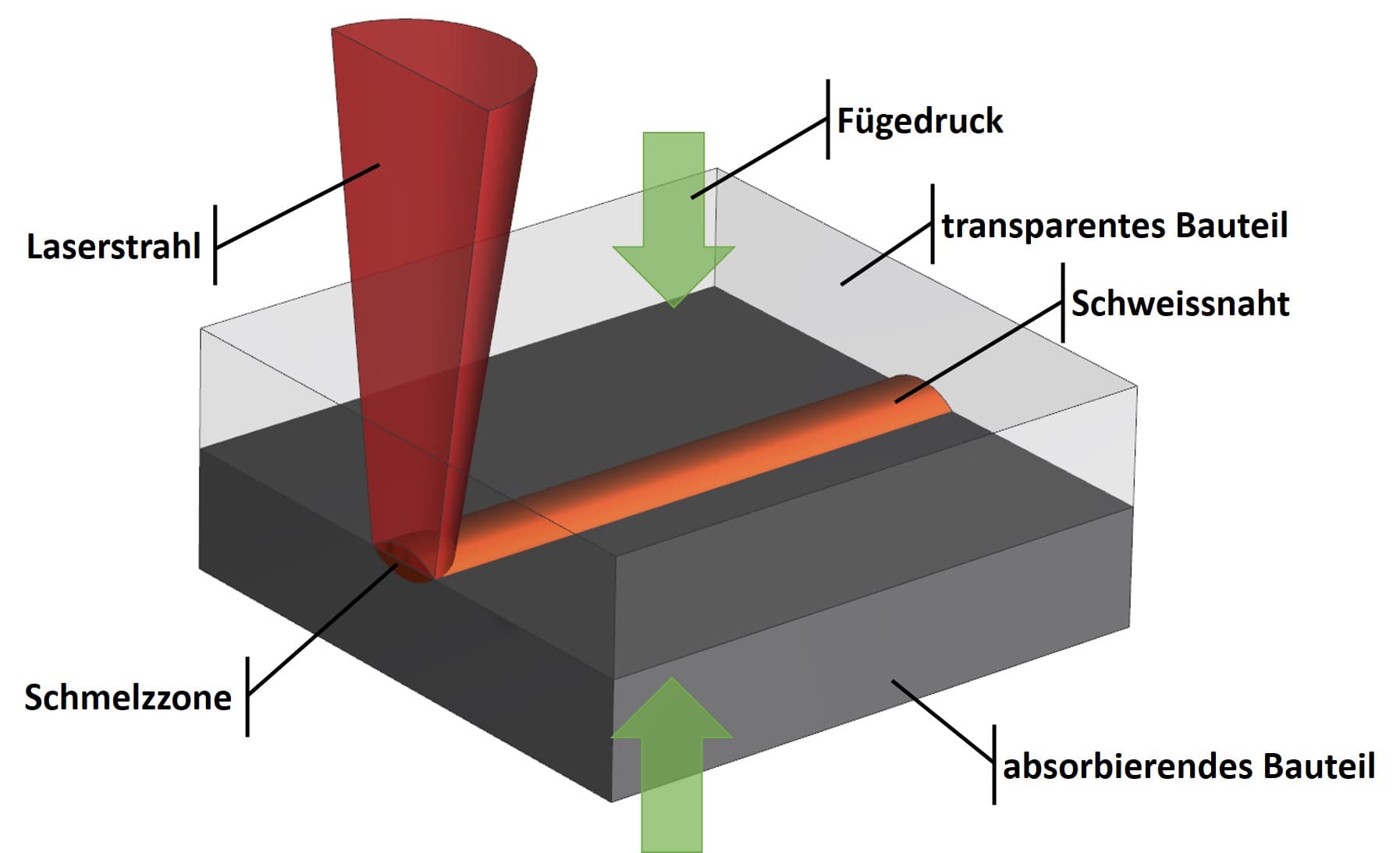
Beim Laserschweissen von thermoplastischen Kunststoffen werden ein transparentes und ein absorbierendes Bauteil miteinander verbunden. Dabei durchdringt der Laserstrahl den transparenten Fügepartner und wird im absorbierenden Fügepartner in Wärme umgewandelt. Dadurch plastifiziert der absorbierende Kunststoff. Durch die Wärmeleitung wird auch das transparente Bauteil an der Fügestelle plastifiziert, wodurch eine feste Verbindung an der Schweissstelle entsteht. Eine von aussen aufgebrachte Kraft und die thermische Ausdehnung des erwärmten Materials gewährleisten einen guten Kontakt der Bauteile. Der dadurch entstehende Fügedruck ermöglicht eine gute Wärmeleitung vom absorbierenden in den transparenten Fügepartner und trägt entscheidend zu einem guten Schweissergebnis bei.
Kunststoffauswahl
Die richtige Materialwahl und Wahl der Füllstoffe und Additive ist beim Laserschweissen entscheidend. Prozessbedingt müssen beim Laserschweissen, oder ge�nauer beim Laserdurchstrahlschweissen, ein transparentes und ein absorbierendes Bauteil miteinander verbunden werden. An dieser Stelle muss betont werden, dass ein Kunststoff für das menschliche Auge transparent aussehen kann, aber gleichzeitig nicht lasertransparent ist. Das Gleiche gilt für laserabsorbierende Kunststoffe. Die Laserschweissanlage am IWK ist mit einem 100 W Diodenlaser ausgestattet und arbeitet mit einer Wellenlänge von 975nm. Die Anlage kann mit zwei Optiken ausgerüstet werden, die eine hat einen Fokusdurchmesser von 0,85 mm bei einem Bearbeitungsfeld von 100x100 mm, die zweite hat einen Spotdurchmesser von 2,2 mm bei einem Arbeitsfeld von 250x250 mm. Ohne Füllstoffe und Additive weisen viele thermoplastische Kunststoffe bei einer Wellenlänge des Lichts von 975nm eine relativ geringe Absorption auf. Ausserdem liegt die Wellenlänge des Lasers im Infrarotbereich und damit ausserhalb des für das menschliche Auge sichtbaren Bereichs. Diese Tatsache kann bei der Farbgebung der Fügeteile ausgenutzt werden. Mit speziellen Additiven kann eine Absorption im Wellenlängenbe�reich des Lasers erreicht werden. Diese Additive werden typischerweise als Masterbatch, in Form von Granulaten, beim Spritzguss- oder Extrusionsprozess von Kunststoffbauteilen oder Halbzeugen hinzugefügt. Dies führt dazu, dass beide Fügepartner für das menschliche Auge transparent erscheinen, eines der Bauteile aber die Energie des Lasers absorbiert und so aufschmelzen kann. Bei transparenten Bauteilen kann ausserdem mit absorbierenden Tinten gearbeitet werden. Diese Tinte wird vor dem Schweissprozess auf die Fügestelle aufgetragen. Während des Schweissprozesses absorbiert die Tinte die Energie des Laserstrahls und wandelt diese in Wärme um, wodurch die Kunststoffe plastifiziert werden. Die oben beschriebenen Verfahren geben die Möglichkeit, lasertransparente thermoplastische Kunststoffe anzupassen, damit diese den Laserstrahl absorbieren und so mittels Laserschweissverfahren verbunden werden können. Auf der anderen Seite können auch zwei Bauteile miteinander verschweisst werden, welche für das menschliche Auge schwarz und damit absorbierend erscheinen, eines der Bauteile aber für die Wellenlänge des Lasers transparent ist. Das Laserschweissen von Kunststoffen hat gegenüber anderen Fügeverfahren die folgenden Vorteile:
- Das Laserschweissen ist ein sehr flexibel einsetzbares Fügeverfahren. So können beispielsweise komplexe dreidimensionale Schweisskonturen mittels Roboter und einem geeigneten Laserkopf geschweisst werden.
- Das Laserschweissen ist ein berührungsloses und dadurch verschleissfreies Verfahren.
- Durch die unterschiedlichen Schweisskonzepte auf dem Markt, wie beispielsweise Konturschweissen, Simultan oder Quasisimultanschweissen, Maskenschweissen oder Radialschweissen, kann für fast jede Anwendung ein passendes Laserschweisssystem gefunden werden.
- Die resultierenden Schweissnähte sind optisch einwandfrei und weisen eine hohe Festigkeit auf.
- Die Schweissnaht ist sehr genau definiert und führt zu einer sehr guten Wiederholbarkeit der Schweissnaht und deren mechanischen Eigenschaften.
- Die Schweisszone ist sehr klein und der thermische Einfluss auf das Bauteil ist minimal.
Nachfolgend werden zwei Projekte vorgestellt, welche im Rahmen von internen Projekten und Studentenarbeiten am IWK/OST im Jahr 2020 durchgeführt wurden.
Herstellung einer Atemschutzmaske
Im Rahmen der Covid-19-Situation sind Atemschutzmasken innerhalb von kurzer
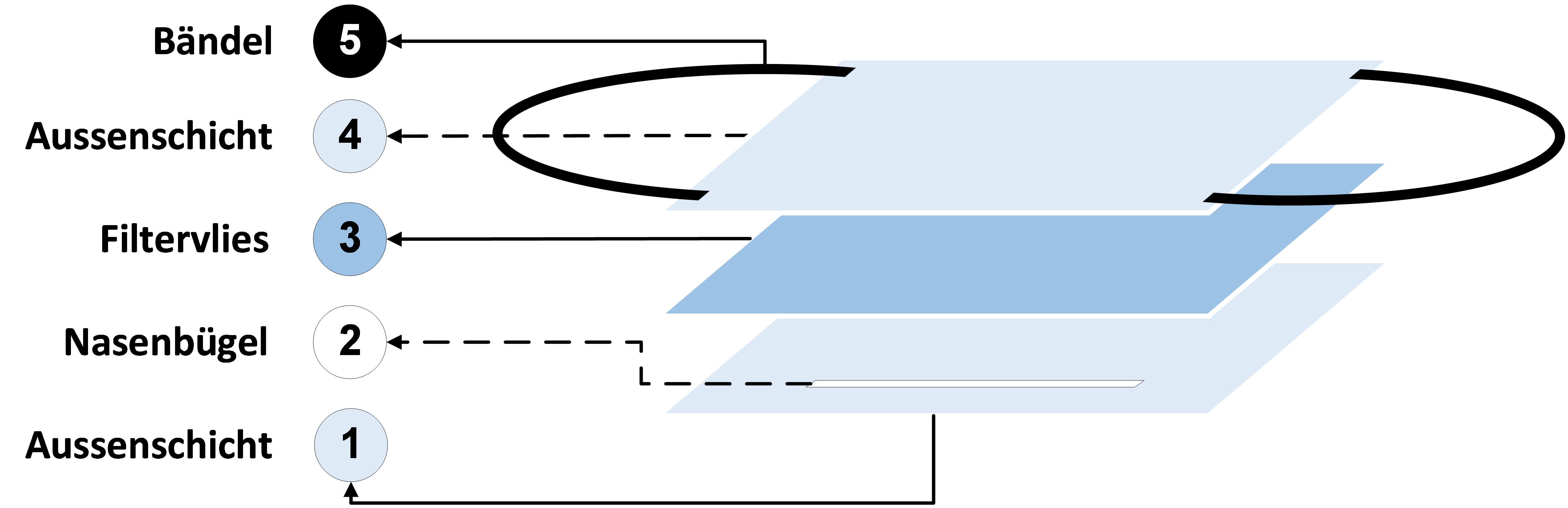
Zeit ein wichtiger Bestandteil des täglichen Lebens und von Schutzkonzepten in Unternehmen, Geschäften sowie in Schulen, Universitäten und Fachhochschulen geworden. Die grosse Nachfrage an Atemschutzmasken hat neue Fragen zur Erhöhung des Produktionstempos gestellt. Dabei versuchte der Fachbereich Verbindungstechnik des IWK, seinen eigenen Beitrag zu leisten. Schutzmasken bestehen aus verschiedene Schichten von Kunststofftextilien, die verbunden werden. Im Rahmen einer Semesterarbeit wurden geeignete Kunststofftextilien und Verbindungsprozesse erforscht und identifiziert, welche sich zur Herstellung von Atemschutzmasken eignen. Diese Prozesse sollen sich automatisieren lassen, um danach das Produktionstempo dieser Maske beschleunigen zu können. Mit einem umfangreichen Versuchsplan und der anschliessenden Auswertung konnten die verschiedenen Stärken und Schwächen der genutzten Fügeverfahren in Kombination mit dem Fügematerial aufgezeigt werden. Als Ergebnis konnte eine Einweg- und eine Mehrwegschutzmaske entwickelt werden, die mittels einer Kombination von verschiedenen Kleb- und Schweissverfahren hergestellt werden kann. Dabei spielt das Laserschweissverfahren eine zentrale Rolle. Zur Herstellung der Mehrwegmaske konnte komplett auf das üblicherweise eingesetzte Nähen verzichtet werden. Mit einer Filterleistung der Schutzklasse FFP2, sichergestellter Biokompatibilität (Norm EN ISO 10993-2009), Tragekomfort und der Fähigkeit, mindestens 20-mal gewaschen zu werden, überzeugt das wiederverwendbare Endprodukt. Die wiederverwendbare Atemschutzmaske ist mehrschichtig aufgebaut (Bild 2) und beinhaltet ein Filtervlies, welches die Schutzklasse FFP2 erfüllt. Die Konturen der Aussenschicht, das Filtervlies in der Mitte und die Aussenschicht werden mittels Laserschweissen verbunden. Da sowohl die Aussenschicht als auch das Filtervlies lasertransparent sind, musste die Aussenschicht auf dem Schweisspfad des Laserstrahls zuerst mit einer laserabsorbierenden Tinte behandelt werden. Die gebrauchte Tinte ist hautfreundlich und entspricht den Anforderungen der Biokompatibilität und der Norm EN ISO 10993-2009. Die zusammengesetzte Atemschutzmaske aus den Aussenschichten, dem Filtervlies und dem dazwischenliegenden Nasenbügel, wird in die Spannvorrichtung der Laserschweissmaschine gelegt und mittels Konturschweissen innerhalb von exakt zwei Sekunden verbunden. Beim Konturschweissen fährt ein fokussierter Laserstrahl (Durchmesser des Strahls liegt bei 2,2 mm) die Schweissnaht sequenziell ab und schmilzt diese lokal auf. Die Schweissnaht ist präzis definiert und sauber. Dabei bleibt das Schweissvolumen aufgrund der geometrischen Verhältnisse klein, und der Austritt von Schmelze wird vermieden. Die Bewegung des Laserstrahls erfolgt durch eine Scanner-Optik in der Anlage. Um den Tragkomfort zu verbessern, ist die wiederverwendbare Atemschutzmaske mittig gefaltet. Durch den Falt entstehen drei Schichten (Bild 3), und der Aufbau wird lokal dicker. Mit einem reinen Laserschweissprozess ist es nicht möglich, die drei Schichten zu verschweissen. Um die drei gefalteten Schichten zusammen zu halten und um die Festigkeit der Verbindung lokal zu erhöhen, wurde hier ein Hybrid-Schweissverfahren angewendet. Dabei werden die zwei Prozesse Laserschweissen und Kleben kombiniert. Zwischen den drei Schichten wird in der Faltregion eine reaktive Schmelzklebefolie platziert, die mittels Laserschweissen aufgeschmolzen wird. Durch den Druck der Spannvorrichtung wird eine Verbindung der Schmelzklebefolie und der Aussenschicht der wiederverwendbaren Atemschutzmaske realisiert. Diese Verbindung weist eine optimale Festigkeit auf.
Herstellung eines Geduldspiels
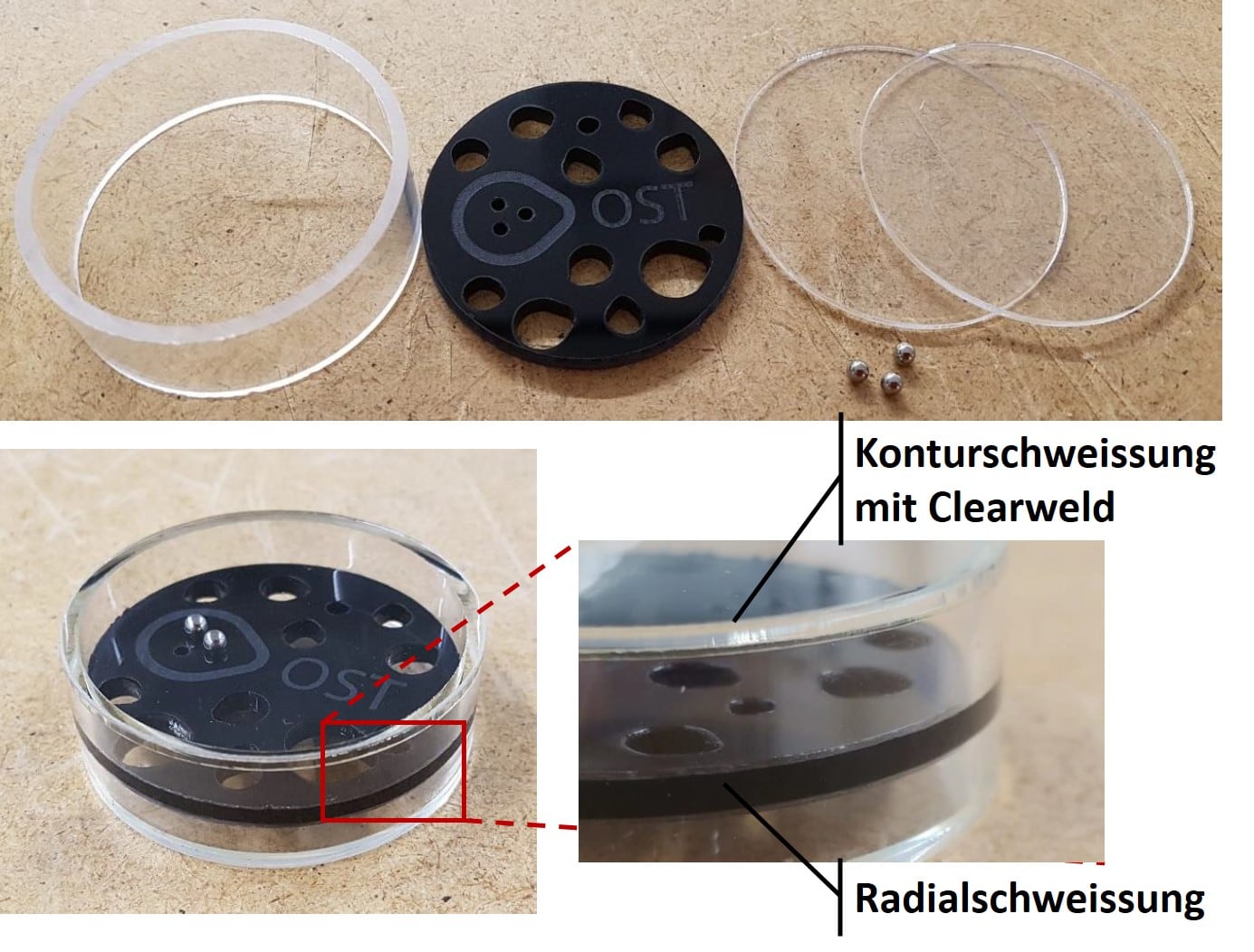
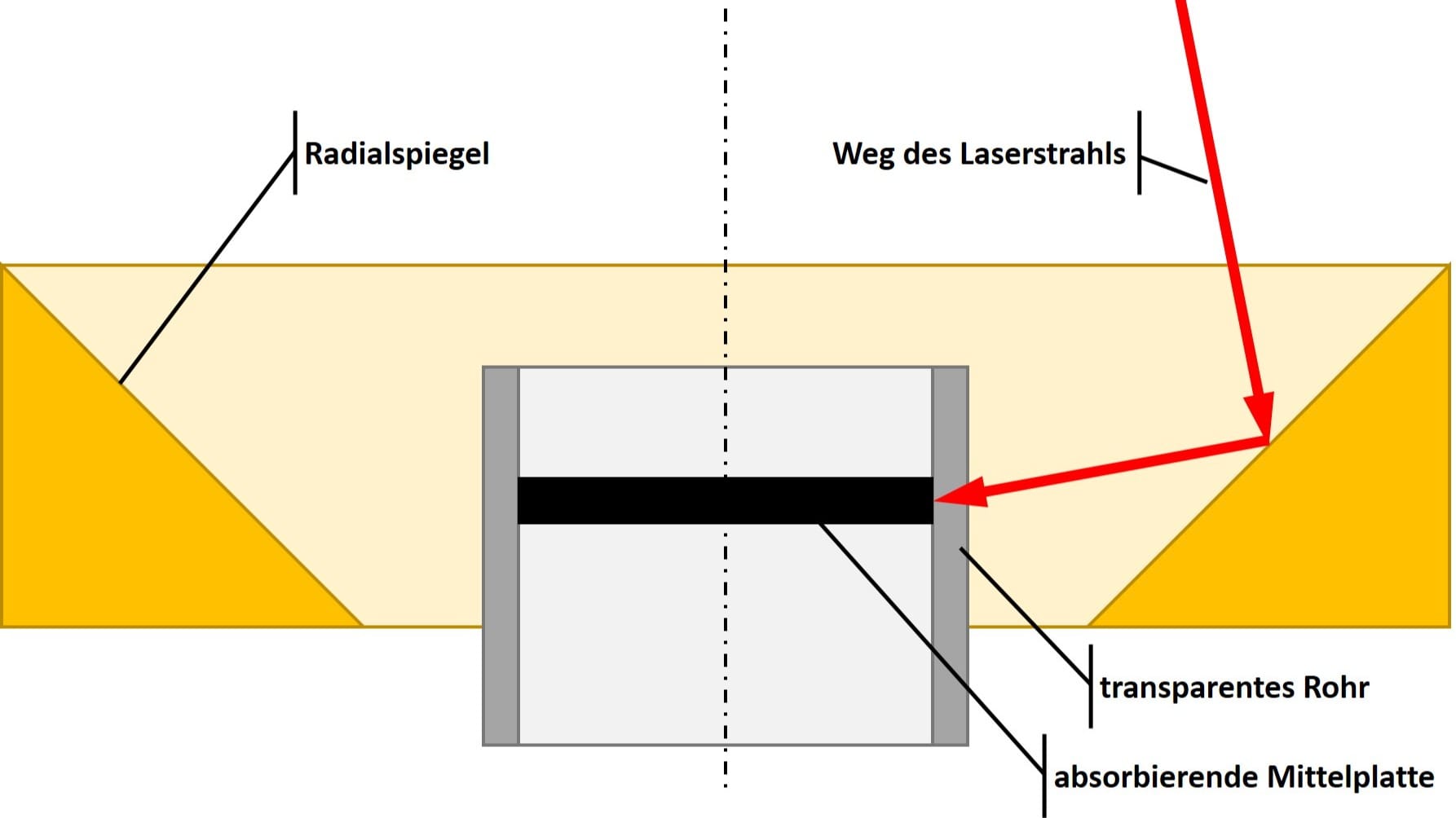
Im Rahmen dieses zweiten Projekts wurde ein Geduldsspiel aus Kunststoff konstruiert. Das Bauteil besteht aus mehrere Teilen, die mittels Laserschweissen verbunden werden. Ziel des Projekts ist es, dass verschiedene Aspekte des Laserschweissprozesses in einem einzigen Produkt veranschaulicht werden können. Dieses Bauteil kann in der Zukunft exemplarisch im Rahmen der Ausbildung, beispielsweise für Praktika mit den Studierenden der OST, verwendet werden, um die Grundlagen des Laserschweissprozesses zu vermitteln. Das Geduldsspiel (Bild 4) besteht aus vier Bauteilen, einem transparenten Rohr, zwei transparenten, kreisförmigen Deckplatten und einer schwarzen, absorbierenden, kreisförmigen Mittelplatte. Ziel des entwickelten Spiels ist es, die drei Stahlkugeln im Innern des Bauteils in drei dafür vorgesehene Vertiefungen in der Mittelplatte zu balancieren. Mit einem Radialschweissprozess (Bild 5) werden in einem ersten Arbeitsschritt das transparente Rohr und die absorbierende Mittelplatte verbunden. Beim Radialschweissen (oder Spiegelschweissen) wird der Laserstrahl über einen ringförmigen, 45° geneigten Spiegel umgelenkt. Dadurch wird es möglich, auf der Mantelfläche von rotationssymmetrischen Bauteilen, Schweissungen zu erstellen. Der nötige Anpressdruck für eine gute Schweissverbindung wird über eine Presspassung zwischen dem Rohr und der Mittelplatte erreicht.
In einem zweiten Arbeitsschritt werden die beiden transparenten Deckplatten mit dem Rohr verbunden. Damit ein Energieeintrag in der Verbindungsstelle der beiden transparenten Bauteile möglich ist, wird eine absorbierende Tinte (Clearweld) verwendet, welche vor dem Schweissprozess mit einem Stift auf die Verbindungsstelle aufgetragen wird. Am fertiggestellten Geduldspiel kann die optische Qualität der Schweissverbindung sehr gut gezeigt werden, und den Studierenden der OST kann der Prozess des Laserschweissens nähergebracht werden. Ausserdem kann damit auch das Potenzial für industrielle Anwendungen aufgezeigt werden.
Fazit
Es wurde exemplarisch gezeigt, dass Laserschweissen sehr interessante Eigenschaften für das Schweissen von festen Thermoplasten sowie Textilien aufweist.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Prof. Dr. Pierre Jousset
OST Ostschweizer Fachhochschule
Eichwiesstrasse 18b
CH-8645 Rapperswil-Jona
pierre.jousset@ost.ch
www.ost.ch