Im Rahmen eines Gemeinschaftsprojektes mit fünf Unternehmen und Förderung der Innosuisse wird ein Machine Learning basiertes Prozessmanagementsystem zur Optimierung des Spritzgiessprozesses entwickelt.
Ausgangslage und Ziele
Der Betrieb einer Spritzgiessmaschine benötigt auf Grund der Komplexität des Prozesses einen erfahrenen Operator, welcher auf ändernde Eingangsgrössen Gegenmassnahmen einleiten kann. Mit Machine Learning soll es möglich werden, Prozessanomalien vorausschauend aufgrund von internen Messsignalen zu erkennen. Wenn nun ein Operator eingreift, wird die Beziehung zwischen der Einstellaktion und der Anomalie gelernt. Mithilfe von Machine Learning sollen so in Zukunft frühzeitig Prozessoptimierungsvorschläge gemacht werden, bevor der Operator Änderungen im Prozess feststellt. Im Rahmen eines Projekts mit fünf Unternehmen wird hierzu ein Machine Learning Code entwickelt und getestet.
Korrelation zwischen Maschinen und Qualitätsdaten
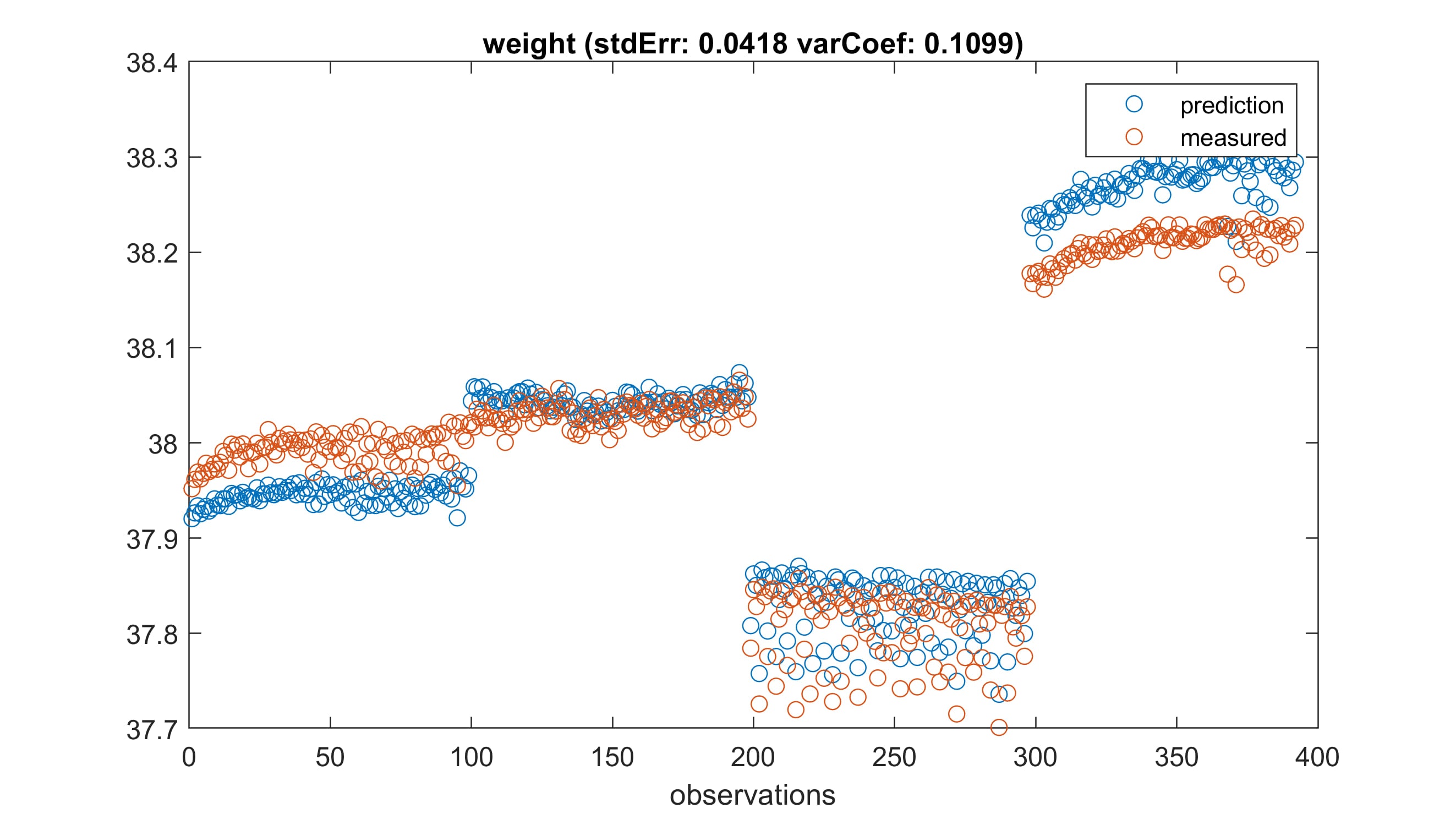
Zur Erreichung der Ziele ist die Zusammenarbeit von Kunststoffspezialisten IWK (HSR) und Elektrotechnikern ICOM (HSR) für das Machine Learning notwendig. Im Rahmen von Voruntersuchungen wurde mit einem ersten Set-up aus Spritzgiessmaschine, Werkzeug und Kunststoff Versuchsreihen gefahren. Durch die Messung von Qualitätsmerkmalen an den hergestellten Bauteilen und einem Vergleich mit den erfassten Maschinendaten wurden Regressionsmodelle abgeleitet und trainiert. Anhand von Testserien wurden die Modelle überprüft, in dem die Qualitätsmerkmale der Bauteile vorausgesagt werden konnten. Dabei konnten sehr gute Ergebnisse erreicht werden. Bild 2 zeigt die Resultate der Regression des Bauteilgewichts. Die berechneten Werte sind blau und die gemessenen Werte orange dargestellt. Bei den vier Clustern von links nach rechts handelt es sich um vier verschiedene Versuchseinstellungen. So gehören z.B. die Observationen Nr. 0-100 zur Versuchsreihe V1.
Anomaliedetektion
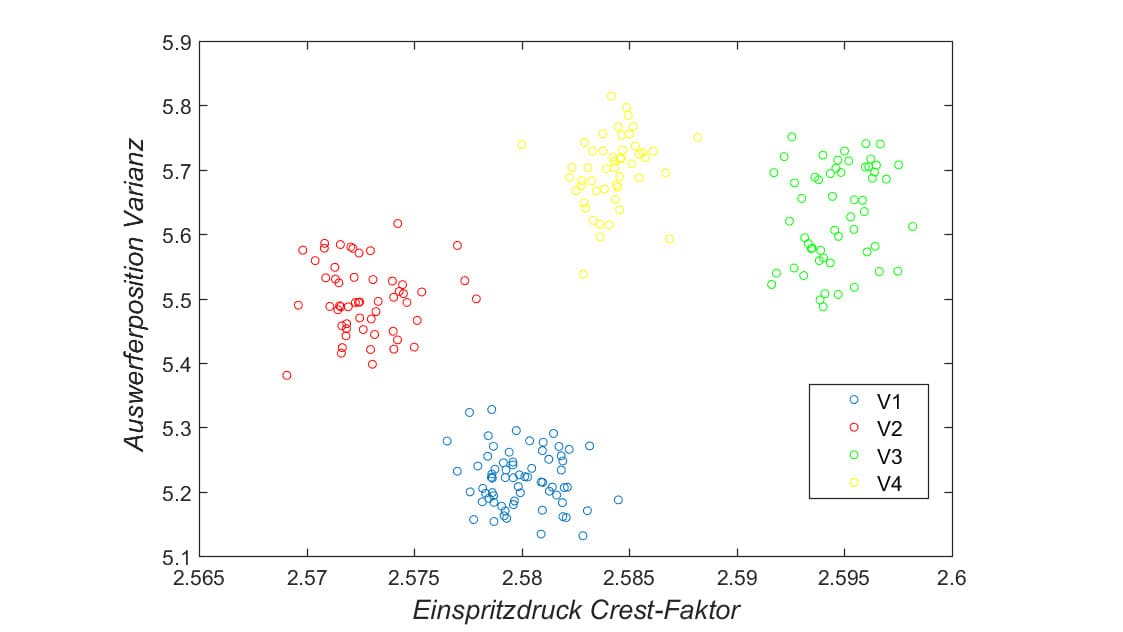
Für die Detektion von Anomalien wurden beim Spritzgiessen gezielt Störungen in den Prozess eingebracht. Die Durchführung einer Principal Component Analysis (PCA) stellt eine der Möglichkeiten dar, um die Daten zu klassifizieren und Anomalien zu detektieren. Bild 3 zeigt die Klassifikation von vier Versuchen, welche sich gut über den Crest-Faktor des Einspritzdrucks und die Varianz der Auswerferposition unterscheiden lassen.