Tiebar-less for more efficiency and safety in the clean room
As universal fasteners, we encounter cable ties in all areas of life – even in medical technology. Samaplast produces similar connecting elements for closing the sternum after open heart surgery on ENGEL's tie-bar-less injection moulding machines in the clean room.
-

The connecting elements are used to close the sternum after open heart surgery. -
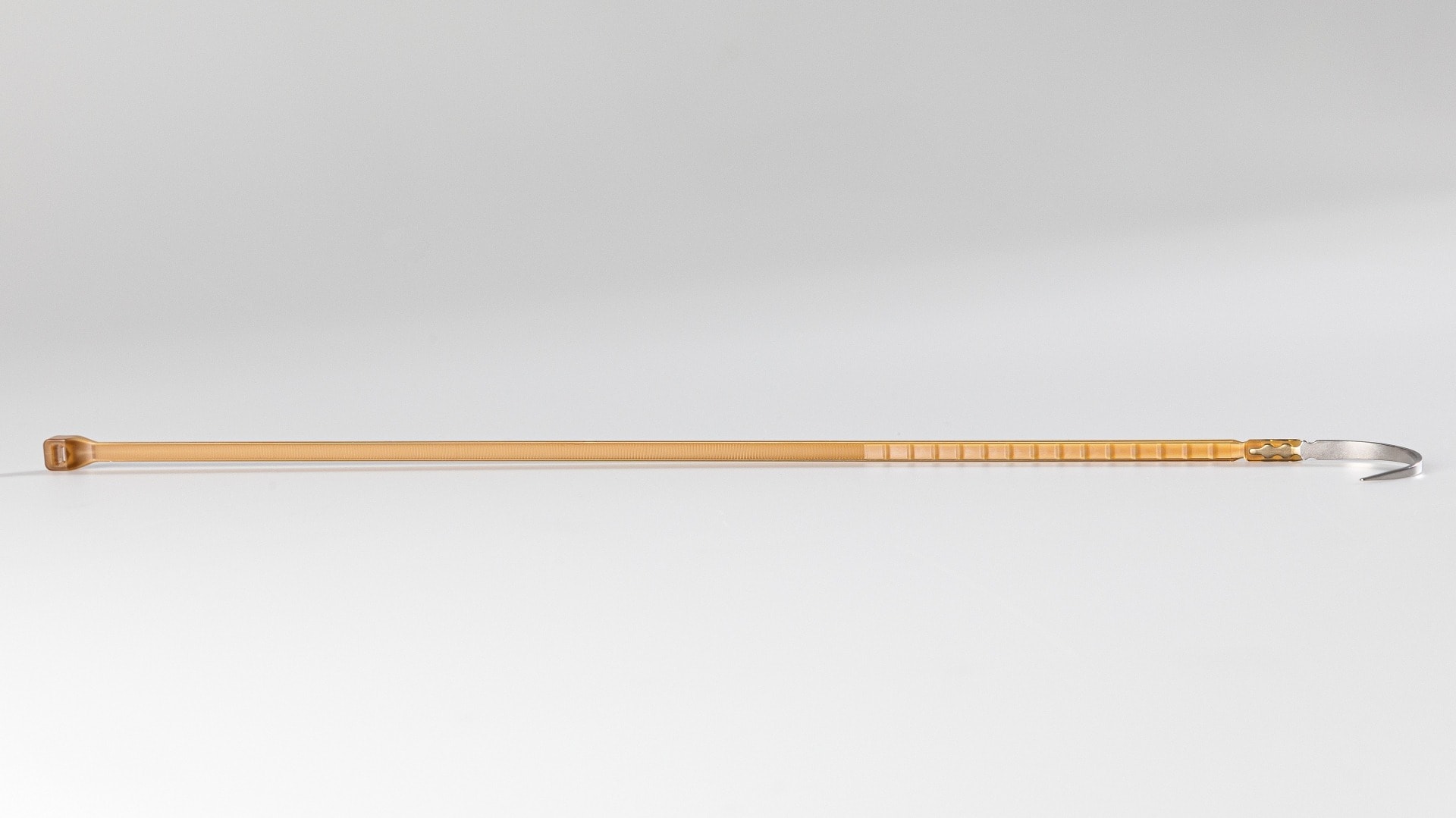
ZipFix only resembles an ordinary cable tie at first glance. -

The tie-bar-less machine has become established at Samaplast. -
After injection moulding, the ZipFix fasteners are checked for quality and laser-marked. -

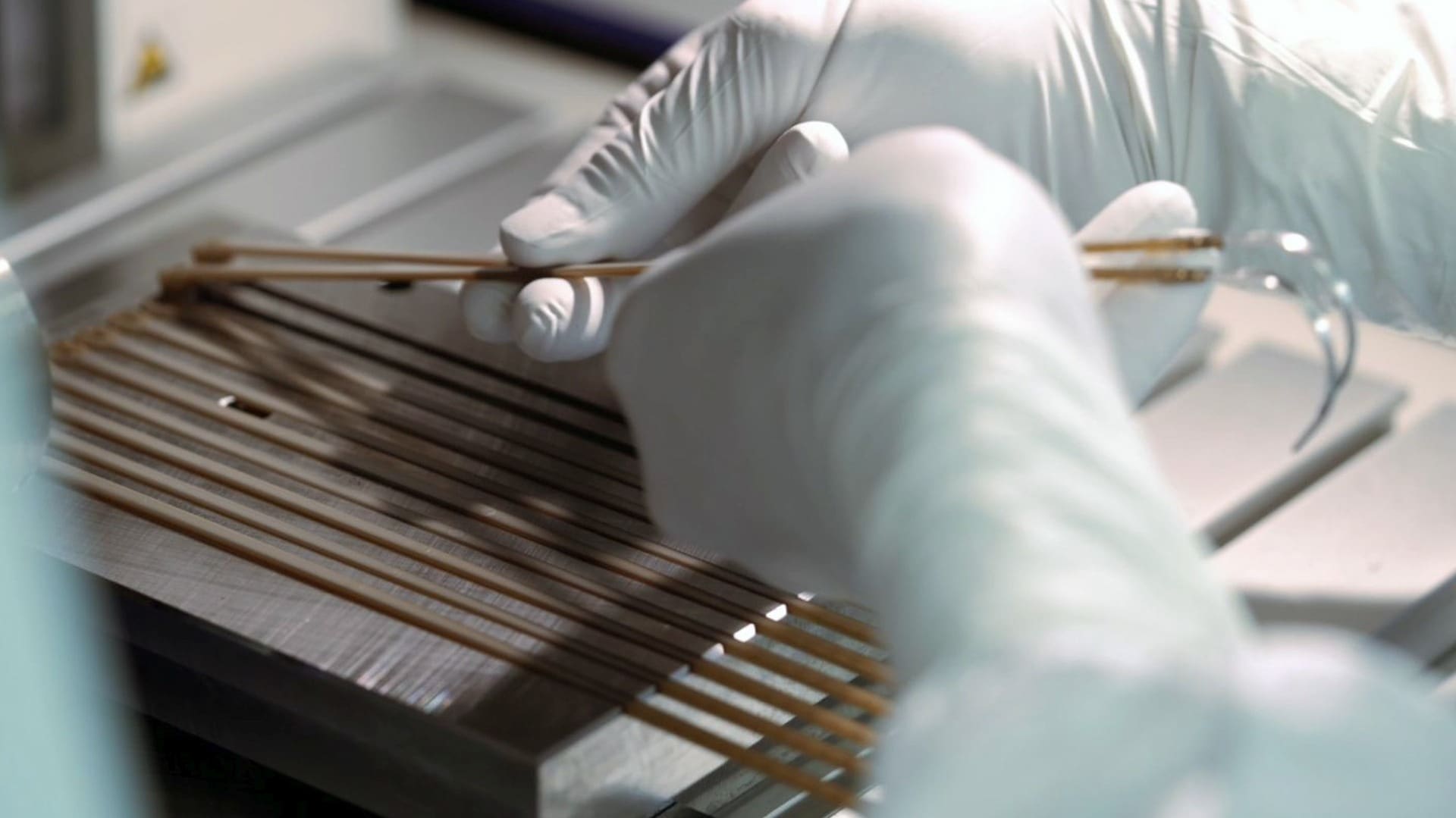
The needles for the fasteners are fed into the clean room via an ultrapure water cleaning system. -
For many customers Samaplast is not just a contract manufacturer, but also a development partner. -
Swiss/Austrian teamwork: The team of ENGEL and Samaplast.
If it were not for the needle at the flat end, the injection-moulded part lying on the conference table at Samaplast's headquarters in St. Margrethen would at first glance appear to be an ordinary cable tie. At the end of the day, doctors are also craftsmen," says Stefan Okle, CEO of Samaplast, jokingly and explains that the idea for this product, dubbed ZipFix, actually came from a heart surgeon. It was finally developed by DePuy Synthes – a Johnson & Johnson Group company – in collaboration with Samaplast. Since its launch in 2011, ZipFix fasteners have been used in more than 100,000 thorax operations.
Cutting through and re-closing the sternum always entails risks. The chest protects vital organs and has to withstand very high pressures – when sneezing, for example. Until the 2010s, the state of the art in surgery was closing the sternum with wire loops. According to studies by DePuy Synthes, the plastic implant made of biocompatible PEEK offers greater patient safety than wire. In stress tests the material has proven to be more fatigue resistant and more durable than wire. In addition, ZipFix does not cut into the bone so easily due to the larger contact surface. And the innovation makes the surgeon's work easier. The curved needle can easily be pushed through the tissue between the rib arches to thread in the ties. Once all ZipFix elements are in place, the needles are cut off, the tie ends are pulled through the locking heads, lashed down and the protruding ends are cut off using a cutting instrument specially developed for this purpose. Depending on the anatomy of the patient, three to five ZipFix elements are used per surgery. As with a conventional cable tie, the orientation of the ribbed surface structure in the head element and along the tongue prevents the connection from loosening or even detaching. When tightened, there is another difference to a conventional cable tie: in the ZipFix element, the head element lies on the inside of the loop facing the tissue. This detail prevents the fasteners from being permanently visible through the skin as small elevations along the sternum. The fasteners are not usually removed, even though the sternum grows back together over time.
Moulding ultra-fine structures with high precision
Of all medical products made of plastic, implants pose the strictest requirements for the manufacturing processes. As a contract manufacturer, Samaplast specialises in clinically clean products and operates three clean rooms for injection moulding processing in St. Margrethen in the east of Switzerland.
ZipFix is produced in an ISO class 7 clean room on an ENGEL e-victory hybrid machine with electric injection unit and servo-hydraulic, tie-bar-less clamping unit in clean room design. The needles are inserted manually into the multi-cavity mould, which Samaplast has produced in its own tool shop, and overmoulded with PEEK. For this purpose, they are first rinsed with ultrapure water in an airlock cleaning system, dried and fed directly from the cleaning chamber into the clean room. After the injection moulding process, the ZipFix elements are removed by an employee, visually inspected and measured, laser marked and packed in sterile packaging.
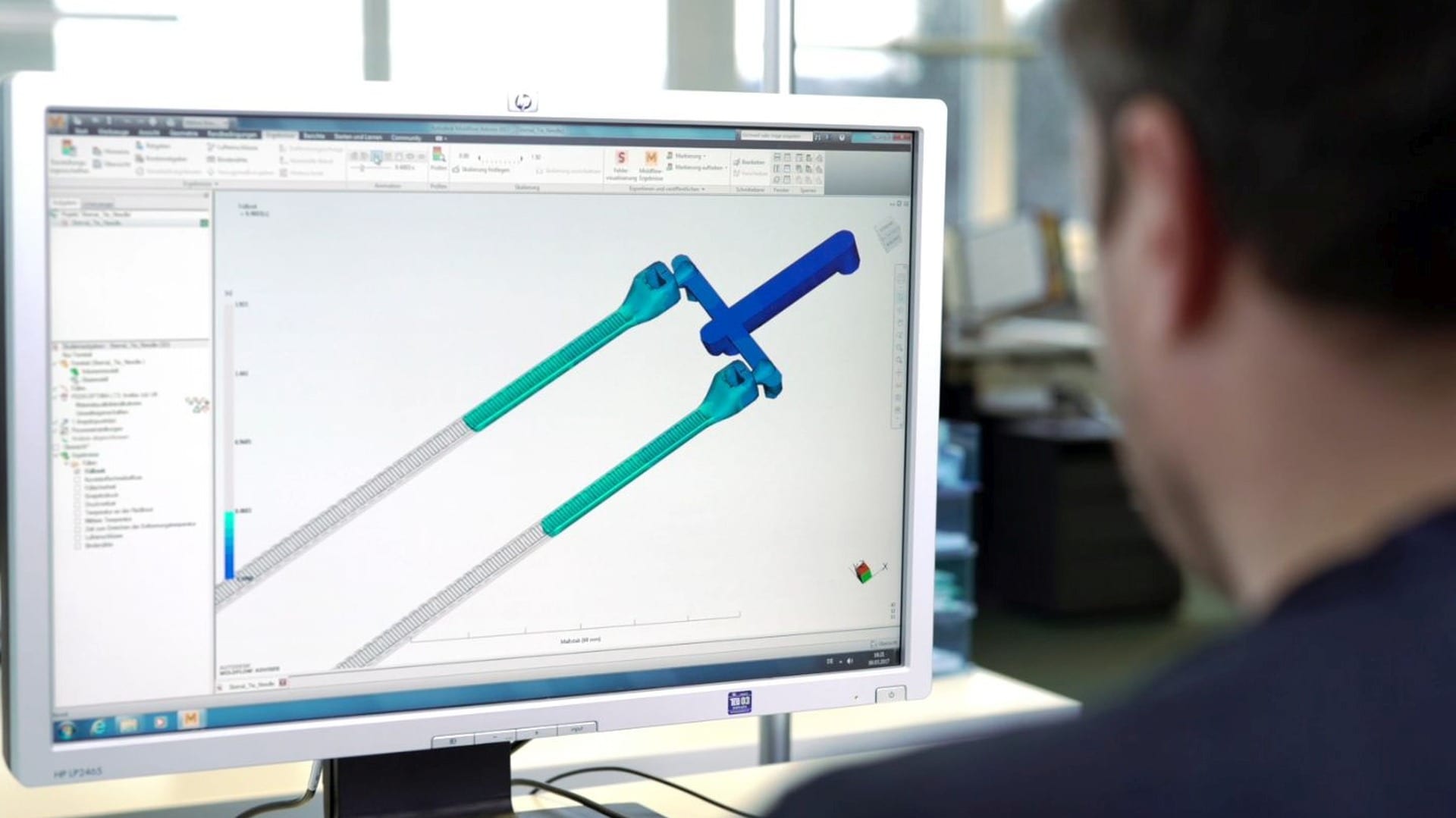
"The important thing is to mould the surface structure with the fine ribs precisely, otherwise the fasteners will not work reliably", says Boris Scheffknecht, Process Manager and Quality Officer at Samaplast. "We need to be able to rely absolutely on the precision of the injection moulding machines." Two main factors contribute to this: in the tie-bar-less e-victory injection moulding machine, the central Flex-Link keeps the two halves of the mould precisely parallel, even under clamping force, while at the same time the force dividers located behind the moving mould mounting platen distribute the clamping force evenly across the parting line. "Even when using multi-cavity moulds, this results in consistently high part quality", explains Franz Pressl, product manager for the tie-bar-less e-victory and victory machines at ENGEL.
However, the decisive factor for choosing tie-bar-less injection moulding machines was primarily the fact that the machines are deployed in the clean room. "The barrier-free clamping unit offers enormous advantages for the clean room," Okle stresses. "Tie-bars are always potential dirt carriers."
In order to reliably rule out contamination with lubricants, the e-victory's hydraulic system is hermetically sealed. Samaplast uses only food-approved H1 oils, which are delivered to the ENGEL plant for the first fill before machine acceptance. Clean room and hydraulics are not mutually exclusive for Samaplast. Fully hydraulic ENGEL victory machines are also deployed in Samaplast's clean room. The fact that investments have recently been made in e-victory hybrid machines is attributable to the greater injection precision. "We can achieve a stable process faster," says Scheffknecht.
Clamping unit thoroughly tested
In 1989, ENGEL was the first injection moulding machine manufacturer in the world with a tie-bar-less clamping unit. Just one year later, the first tie-bar-less machine – a 50-ton machine – was installed at Samaplast. "Our technical manager at the time was totally passionate about technology. He immediately understood the innovative principle and quickly recognised the vast potential of tie-bar-less technology," says Okle, who also reports that some other employees were sceptical about the new design principle. "There was a lot of measuring and experimentation with the moulds going on back then. The new tie-bar-less machine was really thoroughly tested," says Okle. It passed the tests and soon asserted itself in the company. Of the 28 injection moulding machines at the location today, which are divided between the three clean rooms and two production areas for technical products, only four have tie-bars. The first tie-bar-less machine from 1990 was replaced only two years ago. By then it had produced many millions of housings and caps and closures for aerosol inhalers.
As a contract processor Samaplast needs flexible machinery. The spectrum of clamping forces ranges from 25 to 400 tons. All of the machines are equipped with a robot. Only a few individual applications run for several weeks. However, only a few hundred of some other products are needed each year. This means frequent mould set-ups, and here, too, tie-bar-less technology comes into its own. "We integrated one of our clean rooms into the existing building, which is why it is particularly low," explains Urs Edelmann, Production Manager at Samaplast. "There is not enough space above the machines to mount the moulds from the top. This can only be done from the side, which the tie-bar-less machines support optimally." Samaplast uses mobile cranes for mould handling. ENGEL equips larger machines for Samaplast as a factory standard with a swivel arm mounted next to the clamping unit.
The extra freedom of movement in the mould installation space makes it possible to mount very large moulds on comparatively small injection moulding machines. This is a further efficiency factor, which is specially beneficial in clean rooms. "The smaller the machine, the lower the emissions," explains Pressl. This effect is particularly noticeable with multi-cavity moulds. This is because the clamping force required for the injection moulding process is often significantly lower than the clamping force required for a tie-bar machine to clamp the large mould.
In terms of mould size, an eight-cavity mould for dental implant packaging catches the eye during a tour of the plant. This actually fully utilises the mould mounting platen area on the 120-ton tie-bar-less machine right up to the edge. If you wanted to mount the mould on a tie-bar machine, the machine would have to be much larger. And the robot for part removal of the containers would be unable to access the cavities directly from the side. At the same time automatic part removal from the top would be totally impossible due to the low headroom.
In the case of ZipFix elements that require manual work steps, the tie-bar-less technology enhances ergonomics. "In a protective suit and with gloves, you are happy if you don't have to bend down through the tie-bars," says Edelmann.
Low energy consumption and no cooling
30 years of tie-bar-less technology have served Samaplast well and helped initiate many enhancements. The most significant development step from Stefan Okle's point of view was the introduction of ecodrive in 2008. ecodrive's servo hydraulics avoid energy losses by ensuring that the drive is at a standstill when no movement is taking place – for example during cooling – instead of consuming energy. Since 2016, ecodrive has been a standard feature of all victory and e-victory machines from ENGEL, enabling them to achieve the low energy consumption level of all-electric machines in some applications. One positive side effect of this is the overhead for oil cooling can be reduced or totally avoided, depending on the application. "We use the cooling system that we originally installed for the injection moulding machines in a completely different way today," reports Edelmann. Our machines do not require cooling." And this not only reduces production costs. More importantly, the heat and particle load transferred to the clean room is reduced because no energy loss in the form of heat needs to be dissipated by the hydraulic oil.
Over the past 30 years, the special features of the tie-bar-less injection moulding machines have repeatedly won over the younger and new employees at Samaplast. But technology facts are only one side of the coin. The human factor, cooperation with the mechanical engineering partner, is just as important for CEO Stefan Okle. "Teamwork with ENGEL Switzerland and the Medical division in Austria works very well", emphasises Okle. "They are always receptive to our individual requirements, and the ENGEL team here on site also has an in-depth understanding of medical issues."